
Every Surface.
Certified Contact-Ready.
Electropolishing, passivation, and mechanical finishing for every stainless surface that touches food — with Ra documentation your auditor can cite.
The Finish Binder.
Each card is a technical brief. ASTM standard first, measured outcomes second, industries approved third.
Mechanical Polishing
The foundation. Every surface starts here.
Sequential abrasive finishing from 80-grit through 600-grit and beyond, establishing the surface profile that electropolishing will perfect.

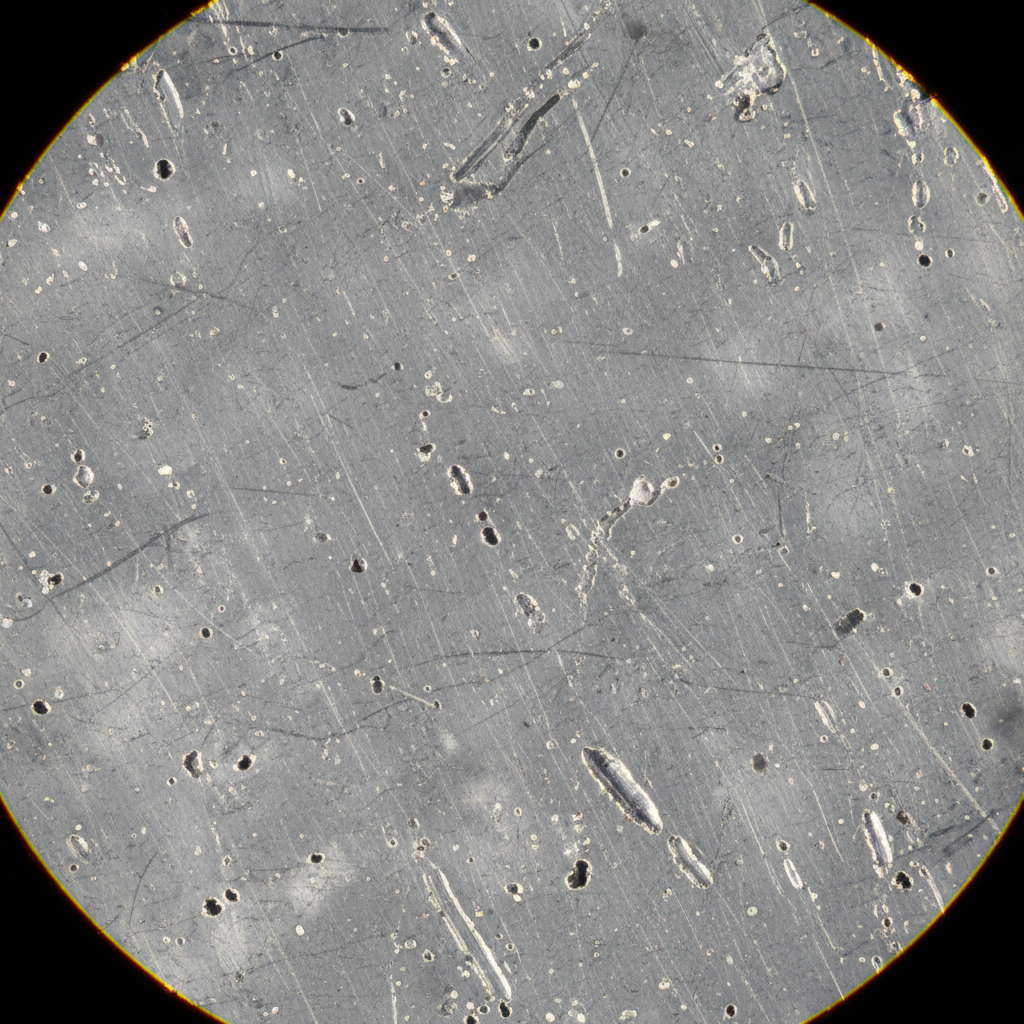
Electropolishing
Mirror smooth. Microbe-hostile.
Electrochemical removal of surface peaks at 10–50 µm depth. Chromium-to-iron ratio increases 3:1 to 6:1, creating a passive layer that resists biofilm adhesion.
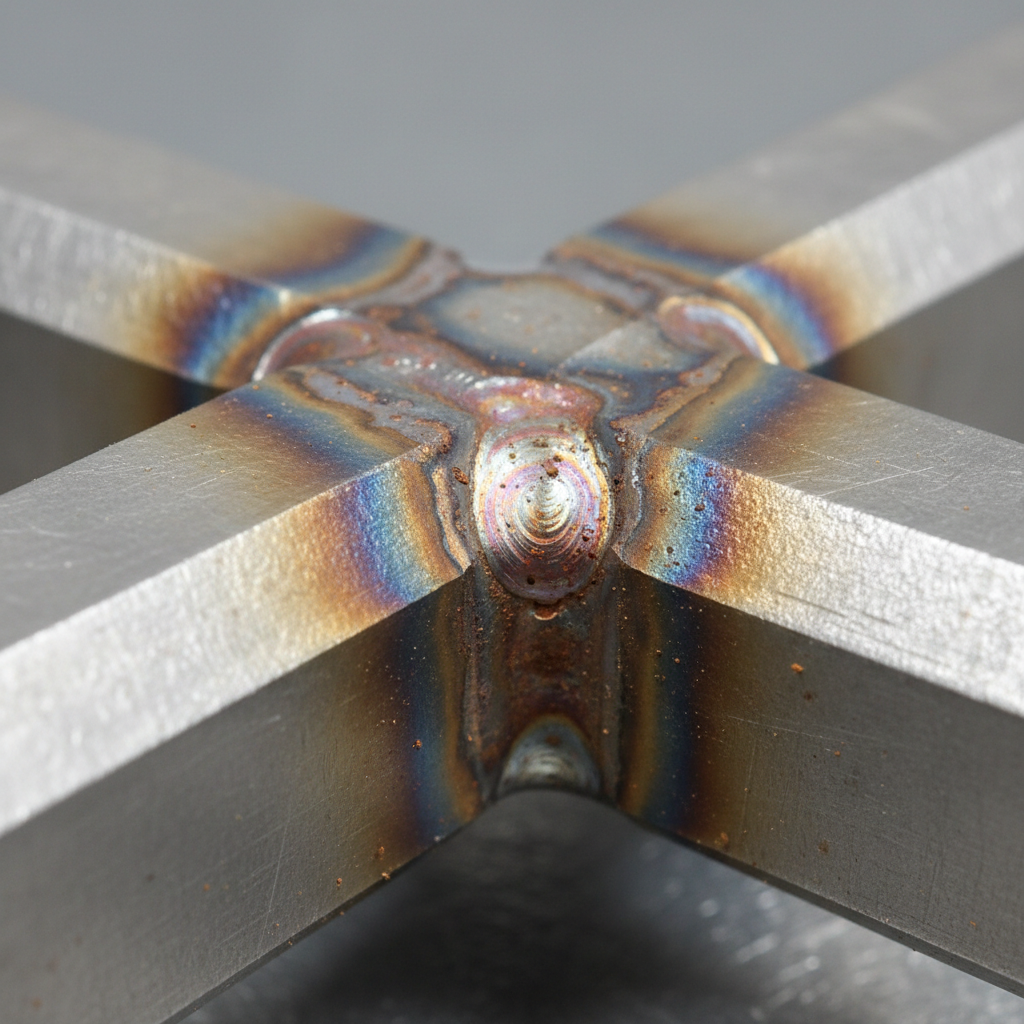
Citric Passivation
Restore the passive layer. Certify it.
Nitric acid or citric acid treatment removes free iron and re-establishes the chromium oxide passive layer. Issued with full immersion time, concentration, and temperature certificate.
Derouging
Remove the rouge. Prove the clean.
Chelant-based removal of iron oxide rouge deposits in CIP circuits, steam systems, and WFI loops — with pre- and post-treatment borescope documentation.

Abrasive Flow Machining
Finish what tools cannot reach.
Viscoelastic abrasive media forced through internal passages, bores, and complex manifold geometries. The only method that finishes inaccessible surfaces to consistent Ra values with full traceability.

Compliance Matrix.
Every finish mapped to FDA, USDA, 3-A SSI, EHEDG, and ASME BPE. Download the full PDF for your audit binder.
| Service | FDA | USDA | 3-A SSI | EHEDG | ASME BPE | Standard |
|---|---|---|---|---|---|---|
| Mechanical Polishing | SF1–SF6 finish levels | |||||
| Electropolishing | ASTM B912 + BPE SF4 | |||||
| Citric Passivation | ASTM A967 Method C | |||||
| Nitric Passivation | ASTM A967 Method A | |||||
| Derouging | ASTM A380 / BPE Part SD | |||||
| Abrasive Flow Machining | FDA 21 CFR 110/117 |
Download Compliance Matrix PDF
Complete cross-reference of all 6 finish types against FDA 21 CFR, USDA FSIS, 3-A SSI, EHEDG, and ASME BPE. Audit-ready format.
- 12-page technical reference
- Certificate templates included
- Updated Feb 2026
Assess.
Finish. Certify.
Surface Assessment & Specification
We receive your substrate spec, current surface condition, and target Ra value. Our engineers review the geometry, alloy, and regulatory requirement — then issue a written finish specification before work begins.
Precision Surface Treatment
Work is executed per the written specification — mechanical progression, electrochemical treatment, or chemical passivation — with in-process profilometry checks at each stage. Surface roughness is logged every 30 minutes.
Documentation & Certificate of Conformance
Every job ships with a Certificate of Conformance citing the ASTM/ASME standard satisfied, measured Ra values at minimum three locations, bath chemistry records where applicable, and the technician's signature.
We Finish Where
Food Is Made.

Dairy Processing
Milk contact surfaces finished to ASME BPE SF4 with citric passivation on all weld zones.

Craft Brewing
Fermentation vessel interiors electropolished to eliminate biofilm harborage. Hop contact surfaces passivated to ASTM A967.

Meat Packing
USDA-compliant mechanical finishing on conveyor surfaces and filler nozzles. Ra values documented per shift.

Pharmaceutical
Derouging and re-passivation of WFI loops, with borescope documentation and batch records for 21 CFR Part 11 compliance.
Request a Finish
Specification.
Tell us your substrate, target Ra, and the standard you need to satisfy. We'll return a written finish specification within 24 hours — no obligation.
Full Quote Request Form
Complete fields for substrate alloy, current surface condition, target Ra, ASTM standard, and production volume. We respond with a detailed written specification.
Response within 24 business hours · No sales call required